Molecular Beam Epitaxy (MBE) is a highly precise technique for growing thin films, widely used in semiconductor fabrication, nanotechnology, and material science research. One of the most crucial elements of the MBE process is the quality of the vacuum environment in which it takes place.
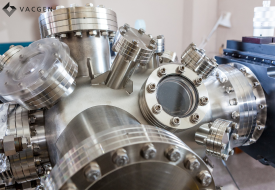
MBE requires an ultra-high vacuum (UHV) chamber, where the pressure is kept extremely low, typically around 10⁻¹⁰ torr. The ability to maintain such a pristine environment is vital to achieving high-quality film growth and ensuring material purity. In this blog, we’ll explore why vacuum quality is so essential in MBE systems and how it directly impacts the success of the process.
The Role of Ultra-High Vacuum in MBE
At the core of the MBE process is the controlled deposition of atoms or molecules onto a substrate to form a thin film. This delicate operation must take place in an environment with minimal interference from contaminants, which is where the ultra-high vacuum comes in. In an ideal MBE system, the vacuum environment is almost entirely free from gases, particles, and impurities that could disrupt the deposition process.
The UHV environment is crucial for several reasons:
- Preventing Contamination
- Ensuring Precision in Deposition
- Enabling Long Deposition Times
- Maintaining High Material Purity
- Supporting Sensitive Analytical Tools
How Vacuum Quality Impacts Film Growth and Material Purity
The impact of vacuum quality on film growth and material purity in MBE systems cannot be overstated. Poor vacuum conditions introduce a range of problems that can compromise the end product. For example:
- Defects in the Thin Film: Impurities in the vacuum can result in unwanted chemical reactions on the substrate surface, leading to defects such as vacancies, interstitials, or dislocations within the crystal structure of the film.
- Non-Uniform Film Growth: Poor vacuum conditions can cause uneven distribution of atoms across the substrate, leading to non-uniform film thickness and inconsistent material properties.
- Reduced Device Performance: In semiconductor applications, impurities or defects in the thin film can significantly impact the performance of electronic or optoelectronic devices, such as transistors, lasers, and solar cells.
How VACGEN upholds the highest standards to meet your requirements
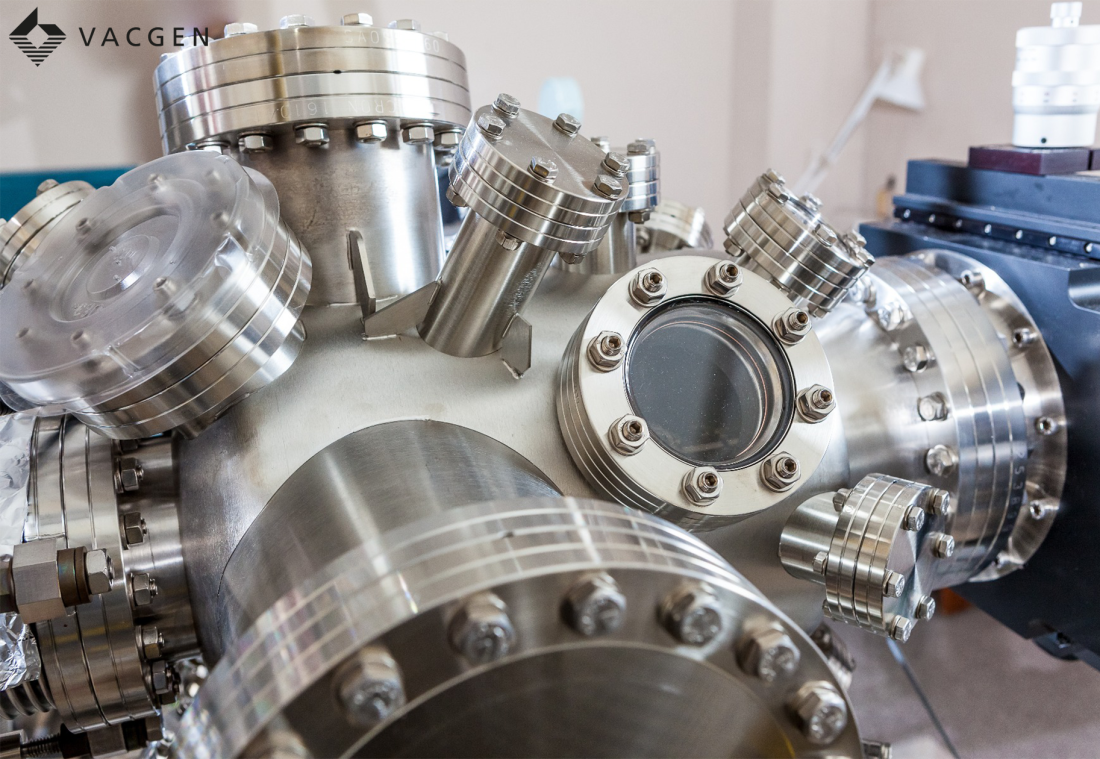
Our purpose-built premises are ISO 9001:2015 certified, and our commitment to this industry-leading standard is integrated into our every practice and undertaking. Owning our product lifecycle ensures unparalleled control of quality and gives us a deep understanding of each and every one of our products, from the simplest component through to the most complex assembly. Production is supported by extensive CNC machining resources feeding the largest clean room assembly area in the industry.
Final thoughts
Vacuum quality is fundamental to the success of Molecular Beam Epitaxy. The ultra-high vacuum environment not only ensures the purity of the materials being deposited but also maintains the precision and consistency of the entire deposition process.
High-quality vacuum conditions are essential for preventing contamination, enabling precise atomic control, and producing the defect-free thin films that are critical in advanced research and industrial applications. Choosing a high-quality partner for your vacuum chamber design and manufacturing improves the capabilities and outcomes of MBE systems, driving further innovation in material science and semiconductor fabrication.